



1、前言
軋鋼廠以其資源密集、能耗密集、生產規模大、物流吞吐量大等特點,長期以來一直被認為是煙塵排放量大、廢棄物多、污染大的企業。而電弧爐煉鋼是一些軋鋼廠造成煙塵污染的主要來源之一。弧爐在冶煉過程中會產生大量高溫煙氣,如不收集處理,將造成非常嚴重的空氣污染。近年來,隨著冶煉工藝的提高,冶煉節奏大大加快,電弧爐用氧量猛增,隨之帶來的是煙氣發生量的成倍增加,除塵設施處理能力不斷改造加大。同時,煙氣除塵設施在煉鋼企業中作為輔助裝備,具有能源消耗量大、運行費用高的特點。長期以來,不論電爐處于哪一個運行階段,產生的煙氣粉塵大小均使除塵風機全速運行,采用入口擋板開度調節,效率低造成大量的電能浪費。
2、改造背景
騰鰲第一軋鋼廠位于遼寧省海城市福安工業園,是一家大型民營企業。主要產品為螺紋鋼,年產能力約70萬噸。有中型軋鋼生產線四條,800#軋機生產線一條,650#軋機生產線一條和500#軋機生產線兩條,電爐為10t偏芯交流電爐,除塵器系統采用脈沖布袋式除塵器。由于電機是900kW的高壓電機,運行在工頻狀態每次電機啟動非常困難,沒有特殊情況一般不停高壓電機,也就是說電爐檢修時一般不停除塵風機,電機始終帶負荷運行,電能耗浪費很大。隨著市場競爭的不斷加劇,節能降耗、提高生產效率成為企業發展提高競爭力的有效手段之一。基于以上原因,該廠要求對除塵風機進行改造。

3、運行工況
電爐煉鋼時產生的有害物污染主要體現在電爐加料、冶煉、出鋼三個階段。電爐冶煉一般分為熔化期、氧化期和還原期,其中氧化期強化脫炭,由于吹氧或加礦石而產生大量濃煙。在上述三個冶煉期中,氧化期產生的煙氣量最大,含塵濃度和煙氣溫度最高。因此,電爐除塵系統按照氧化期的最大煙塵排量進行設計。整個煉鋼過程中吹氧時期占30~35%,此時風機處于較高負荷運行,而其余時間則處于較低運行工況。
4、系統改造方案
變頻控制除塵風機為最基本的一拖一控制,控制方案如下圖所示:
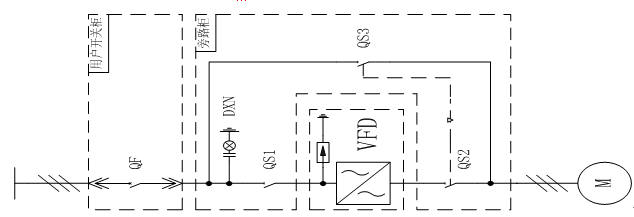
QF:用戶側高壓真空斷路器,帶有綜合繼保裝置。
QS1、QS2、QS3、手動刀閘開關。其中QS2、QS3帶有機械互鎖,不能同時合閘。
合QS1、QS2、分QS3為變頻控制模式。電機可由變頻器控制調速運行。
合QS3、分QS1、QS2為工頻模式。電機可由QF直接啟停并進行保護,變頻器可完全和電網脫離,便于維護與檢修。
5、系統改造方案
應用高壓變頻器調速控制后,可采用開閉閥門與除塵風機轉速調節相結合的控制方式。由于生產工藝的要求,除塵風機需要在煉鐵時停止除塵,在出鐵時開始除塵,因此,變頻器調速裝置在煉鐵時低速運行,出鐵時高速運行。當所有的出鐵口煙塵捕集罩閥門全部打開時,風機以最高轉速運行,其它情況在保證每一煙罩除塵效果的前提下,根據煙罩閥門的開關情況自動調節風機轉速,盡量降低風機轉速,則可達到節約電能的目的。
變頻器控制系統與現場之間的主要信號如下表所示
序號 | 信號定義 | 類型 | 序號 | 信號定義 | 類型 |
1 | 煙罩閥門開關信號 | DI | 4 | 風機啟動信號 | DI |
2 | 煉鐵信號 | DI | 5 | 風機停止信號 | DI |
3 | 出鐵信號 | DI | 6 | 系統報警信號 | DO |
6、系統特點及節能效果
1) 節能效果顯著,大大降低了電耗,節電率在30%左右。
2) 能夠實現電動機的軟啟動。
3) 減小了維護工作量和維護費用。
4) 調速范圍寬,精度高,除塵風機的風量可以根據工藝需要變化。
5) 森蘭高壓變頻器具有:過流、短路、過壓、欠壓、缺相、溫升保護等多項保護功能,十分完善,更好的保護了電機。
6) 改善運行工況,降低工人勞動強度。





四川省成都市西航港經濟開發區空港二路1599號
電話:400-619-6968
傳真:028-85962488
郵箱:markd@dlhope.com
