



任光法,杜俊明,羅力
(希望森蘭科技股份有限公司,四川 成都 610207)
摘要:在不銹鋼帶連退酸洗過程中,對速度和張力的控制,決定了產(chǎn)品的品質(zhì);而用戶對高品質(zhì)、高效率的需求,使系統(tǒng)穩(wěn)定、可靠運(yùn)行成為必然要求。因此具有高性能、高可靠性的核心部件——變頻器,將成為高品質(zhì)不銹鋼產(chǎn)品的重要保證。森蘭變頻以其20余年的技術(shù)積淀,在此領(lǐng)域取得突破,成功應(yīng)用于1250mm不銹鋼生產(chǎn)線,開創(chuàng)了國產(chǎn)變頻器在工程型復(fù)雜控制系統(tǒng)應(yīng)用的先例,在冶金連續(xù)生產(chǎn)中對于國產(chǎn)替代進(jìn)口具有示范意義。
關(guān)鍵詞:酸洗;變頻器;矢量控制;轉(zhuǎn)矩控制;主從控制
Application of Senlan Inverters for 1250mm ContinuousStainless Strip Annealing and Pickling
REN Guang-fa, DU Jun-ming,LUO Li
(Hope Senlan Science and Technology HoldingCorp.,Ltd., 610207 Chengdu Sichuan)
Abstract:In the continuous stainless strip annealingpickling process, the speed and tension control, determines the quality of theproducts. It becomes an inevitable requirement that the system is stable,reliable operation to satisfy the user’s demands for high-quality and highefficiency. Therefore, with high performance, high reliability, the keycomponent - inverter, will be an important guarantee for high-quality stainlessstrip products. Senlan inverters with its more than 20 years of technicalaccumulation, a breakthrough in the field, have been successfully applied to1250mm stainless strip production line, create a domestic inverter in theapplication of complex engineering control system precedent, and demonstrate insteadof imported in the continuous metallurgy.
Keywords:Pickling; Inverter; VectorControl; Torque Control; Master-Slave Control
1、酸洗工藝過程簡介
熱軋不銹鋼帶表面覆蓋著一層黑灰色氧化鐵皮,厚度在7.5-15μm,甚至到20μm,為保證成品鋼帶的表面質(zhì)量,減少后續(xù)冷軋等深加工時(shí)磨損和能耗,要去除氧化層,而利用酸與鐵的氧化物發(fā)生化學(xué)反應(yīng)的基本原理,清除表面的油污、銹斑、氧化層、游離鐵等污垢,并進(jìn)行鈍化,處理后的表面變成均勻銀白色,耐腐蝕能力提高15-50倍,此過程即為不銹鋼帶的酸洗鈍化處理。
不銹鋼帶的連續(xù)酸洗是指在開卷、換卷或收卷、卸卷時(shí),帶鋼連續(xù)地通過盛有酸溶液的酸洗槽而不停車,具有產(chǎn)能高、生產(chǎn)成本低的優(yōu)點(diǎn),也有投資高,占地面積大的缺點(diǎn),可為帶鋼冷軋機(jī)提供優(yōu)良的酸洗帶卷產(chǎn)品。連續(xù)酸洗機(jī)組一般分為入口段、工藝段和出口段,各段可單獨(dú)運(yùn)行,也可協(xié)調(diào)運(yùn)行;在確保機(jī)組安全、高效、穩(wěn)定操作運(yùn)行的同時(shí),能夠充分滿足用戶對帶鋼連續(xù)酸洗生產(chǎn)較高的經(jīng)濟(jì)、環(huán)保等指標(biāo)要求。
客戶現(xiàn)場即為1250mm不銹鋼帶連退酸洗生產(chǎn)線,工藝流程如圖1所示,由開卷機(jī)到入口活套為入口段,從入口活套到出口活套為工藝段,后續(xù)至收卷機(jī)為出口段。整個(gè)生產(chǎn)工藝流程共有50多臺(tái)電機(jī)拖動(dòng),關(guān)鍵工位為開卷機(jī)、牽引矯平機(jī)、張力輥(1#-9#張力輥均為雙電機(jī)構(gòu)成的S輥)、入口活套、出口活套、收卷機(jī)工作在閉環(huán)矢量控制,根據(jù)工藝要求工作在速度控制或者轉(zhuǎn)矩控制模式,其他如上料車、下料車、夾送輥、支撐輥、風(fēng)機(jī)、破鱗機(jī)、拋丸機(jī)等要求不高可選擇VF控制或開環(huán)矢量控制。
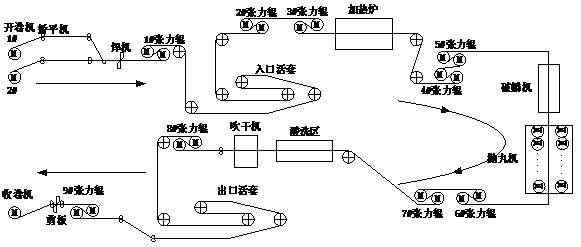
圖1 連續(xù)酸洗工藝示意圖
Fig.1 Constitution ofcontinuous strip annealing and pickling process
三個(gè)段的速度分別由1#、4#、9#張力輥中的一臺(tái)(主機(jī))確定,另一臺(tái)或幾臺(tái)(從機(jī))做轉(zhuǎn)矩跟隨,實(shí)現(xiàn)負(fù)荷均衡分配。整個(gè)系統(tǒng)具有穿帶功能、雙開卷機(jī)切換、靜態(tài)建張、三段協(xié)調(diào)控制等功能,各段通過速度或轉(zhuǎn)矩控制維持靜態(tài)或動(dòng)態(tài)的平衡。工藝段的速度對不銹鋼帶的酸洗品質(zhì)起決定作用,過快,酸洗深度不夠,可能成品中仍有斑跡存在;過慢,易發(fā)生過腐蝕和氫脆現(xiàn)象。而出入口活套依靠活套中的儲(chǔ)料在換卷過程中起到緩沖作用,保持工藝段速度不變或者微降。
2 、組網(wǎng)構(gòu)成及數(shù)據(jù)交互
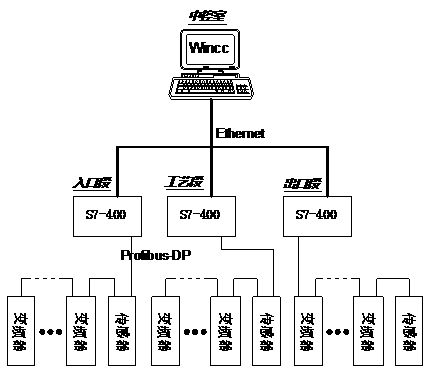
圖2 控制系統(tǒng)組網(wǎng)示意圖
Fig.2 Network connection ofcontrol system
如圖2所示,整個(gè)連退酸洗控制系統(tǒng)采用Wincc通用監(jiān)控系統(tǒng)、PLC控制技術(shù)和Profibus-DP現(xiàn)場總線相結(jié)合的控制方案,由PLC實(shí)現(xiàn)控制和數(shù)據(jù)采集功能,由Wincc組態(tài)軟件實(shí)現(xiàn)實(shí)時(shí)監(jiān)控、顯示設(shè)備運(yùn)行狀態(tài)、數(shù)據(jù)查詢等功能,完成對設(shè)備的遠(yuǎn)程監(jiān)控和故障診斷,提高了生產(chǎn)線電氣控制系統(tǒng)的自動(dòng)化水平,實(shí)現(xiàn)高精度、實(shí)時(shí)性好的參數(shù)測量及控制。中控室根據(jù)經(jīng)驗(yàn)設(shè)定酸洗工藝段運(yùn)行速度,系統(tǒng)將自動(dòng)調(diào)整入口段和出口段速度,協(xié)調(diào)運(yùn)行。
考慮實(shí)際應(yīng)用情況,選擇PLC與變頻器Profibus-DP通訊的數(shù)據(jù)類型為PPO4,即除控制字、速度給定及其應(yīng)答外,讀寫4個(gè)過程數(shù)據(jù),其意義見表1:
表1:PLC與變頻器間的過程數(shù)據(jù)
Tab.1 Process data between PLC and inverter
CW | REF | CPD1 | CPD2 | CPD3 | CPD4 |
控制字 | 速度給定 | 轉(zhuǎn)矩給定 | 未使用 | 未使用 | 未使用 |
SW | ACK | SPD1 | SPD2 | SPD3 | SPD4 |
狀態(tài)字 | 運(yùn)行轉(zhuǎn)速 | 運(yùn)行電流 | 運(yùn)行轉(zhuǎn)矩 | 位置1 | 位置2 |
控制字中包含起停控制、脈沖封鎖、緊急停車、故障復(fù)位、轉(zhuǎn)矩/速度控制切換等功能;狀態(tài)字中包含上電就緒、運(yùn)行就緒、故障、報(bào)警、當(dāng)前控制方式等反饋信息。過程字中的“位置1、2”來源于電機(jī)端的編碼器正交計(jì)數(shù),用于收、放卷的卷徑計(jì)算,方便實(shí)現(xiàn)高精度的恒張力控制。由通訊給出的“速度給定”和“轉(zhuǎn)矩給定”哪個(gè)有效,取決于系統(tǒng)的需求,當(dāng)為速度控制時(shí),“速度給定”有效,而“轉(zhuǎn)矩給定”則可以選擇作為速度調(diào)節(jié)器的輸出限幅;相反,當(dāng)前為轉(zhuǎn)矩控制時(shí),“轉(zhuǎn)矩給定”有效,而“速度給定”可以作為速度限幅,防止生產(chǎn)線出現(xiàn)飛車。
3、變頻器的關(guān)鍵功能
SB70系列變頻器是公司于2006年推出的通用型矢量控制產(chǎn)品,其控制性能、可靠性、接口靈活性等在此次應(yīng)用中得以充分展現(xiàn)。
3.1 變頻器的特點(diǎn)
SB70系列變頻器采用轉(zhuǎn)子磁場定向技術(shù),實(shí)現(xiàn)對電機(jī)勵(lì)磁電流和轉(zhuǎn)矩電流的高精度解耦控制,使電機(jī)具有0.02%的穩(wěn)態(tài)轉(zhuǎn)速精度,5%的轉(zhuǎn)矩精度,轉(zhuǎn)矩響應(yīng)時(shí)間在10ms左右,可與直流調(diào)速系統(tǒng)相媲美。
變頻器所內(nèi)置的高速脈沖輸出PFO和高速脈沖輸入PFI端子及功能,可以完美的適用于系統(tǒng)的主從負(fù)荷分配,具有數(shù)據(jù)精度高、抗干擾能力強(qiáng)、響應(yīng)快(毫秒級(jí))、無延遲等特點(diǎn)。
全系列變頻器具有豐富的選配件,如現(xiàn)場選用的是24V電壓等級(jí)的編碼器接口板,兼容多種輸出類型的編碼器,具有帶載能力強(qiáng)、抗干擾能力強(qiáng)的優(yōu)點(diǎn);高可靠性的DP通訊轉(zhuǎn)換模塊,內(nèi)置森蘭控制功能,便于用戶參數(shù)配置組態(tài)。
3.2 速度與轉(zhuǎn)矩控制的選擇
如前所述,變頻器接收來自PLC的控制指令和給定值,根據(jù)參數(shù)設(shè)定和控制指令中的“轉(zhuǎn)矩/速度切換”確定當(dāng)前控制模式,如圖3所示。如拋丸機(jī)僅取速度指令;收卷機(jī)則速度和轉(zhuǎn)矩都要用,空卷定位、鋼帶咬合后首圈、滿卷切斷后等均為速度控制,正常收卷時(shí)為轉(zhuǎn)矩控制,轉(zhuǎn)矩給定值來自鋼帶張力與當(dāng)前卷徑的乘積(傳動(dòng)比及轉(zhuǎn)矩標(biāo)定此處未考慮);活套除穿帶外,一直工作在轉(zhuǎn)矩控制模式;作為開卷機(jī),先正向送卷,使鋼帶延伸至牽引矯直機(jī),焊接后,轉(zhuǎn)為反向速度控制,并加以轉(zhuǎn)矩限幅,在正常運(yùn)行時(shí),因速度給定和當(dāng)前速度反向,速度調(diào)節(jié)器工作在飽和的轉(zhuǎn)矩限幅狀態(tài),使開卷處的張力值保持恒定,限幅轉(zhuǎn)矩的計(jì)算與收卷處原理相同;應(yīng)用最多的張力輥,被選作主機(jī)的工作在速度控制模式,其他工作在轉(zhuǎn)矩控制模式,只是轉(zhuǎn)矩的來源略有區(qū)別。
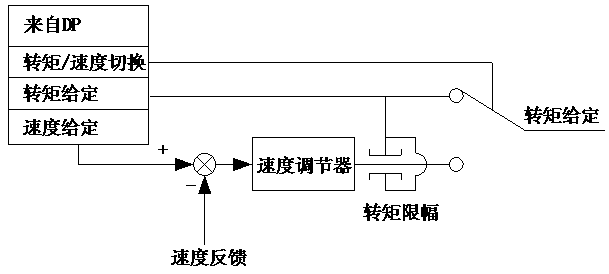
圖3 轉(zhuǎn)矩/速度切換圖
Fig.3 Selection of the torqueor speed control
3.3 主從控制及負(fù)荷分配
對于入口段、工藝段和出口段中速度控制的3個(gè)主機(jī)全程采用速度控制,而其從機(jī)選擇轉(zhuǎn)矩控制。主機(jī)的PFO端子輸出本機(jī)的“轉(zhuǎn)矩給定”,從機(jī)的PFI端子接收數(shù)據(jù),作為從機(jī)的“轉(zhuǎn)矩給定”,實(shí)現(xiàn)負(fù)荷分配,PFO與PFI采用雙絞線連接,如圖4所示。5#S輥與4#S輥實(shí)際距離很近,仍認(rèn)為是剛性連接,因此5#S輥也作為4#的從機(jī)。
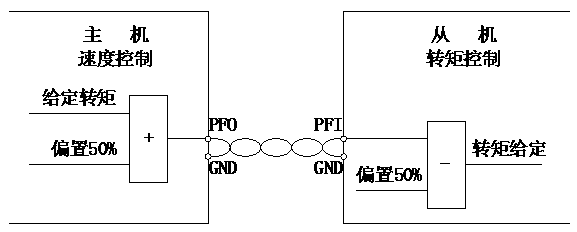
圖4主從控制負(fù)荷分配圖
Fig.4 Balance of master andslave
因PFO和PFI只能傳輸無符號(hào)數(shù)據(jù),利用變頻器自身特有的“算術(shù)單元”進(jìn)行加減運(yùn)算,靈活實(shí)現(xiàn)了主、從機(jī)有符號(hào)數(shù)與無符號(hào)數(shù)的相互轉(zhuǎn)換;應(yīng)用中,綜合考慮控制精度和要傳遞數(shù)據(jù)的最大最小值,確定是否需要增加一級(jí)“算術(shù)單元”對數(shù)據(jù)進(jìn)行縮放;此項(xiàng)目中,電機(jī)的負(fù)載轉(zhuǎn)矩小于80%的額定轉(zhuǎn)矩,變頻器用于模擬輸入輸出的轉(zhuǎn)矩量是以2.5倍的電機(jī)額定轉(zhuǎn)矩標(biāo)定,因此80%的負(fù)載轉(zhuǎn)矩時(shí)對應(yīng)的變頻器的轉(zhuǎn)矩模擬量為32%。
4、現(xiàn)場情況

圖5 調(diào)試階段現(xiàn)場圖片
Fig.5 Pictures of the debuggingstage
編碼器的抗干擾處理
由于連退酸洗生產(chǎn)線設(shè)備眾多,在現(xiàn)場布線時(shí),很難將功率部分與信號(hào)部分分開,尤其是速度反饋的編碼器信號(hào)線常常與電機(jī)電纜一起,且距離有的超過100m,不可避免的受到干擾。
現(xiàn)場也出現(xiàn)了開卷機(jī)反饋異常的現(xiàn)象,在靜態(tài)建張時(shí),轉(zhuǎn)矩不穩(wěn)定,不定時(shí)出現(xiàn)掉張現(xiàn)象,再反向繃緊重新建張;運(yùn)行過程中,也有掉張出現(xiàn),造成鋼帶抖動(dòng)。造成這種現(xiàn)象的原因是電機(jī)電纜中的高頻共模對編碼器造成了干擾,會(huì)形成高頻的無序脈沖,在變頻器識(shí)別時(shí)會(huì)有速度跳變,致使磁場定向不準(zhǔn),轉(zhuǎn)矩失控。
現(xiàn)場的處理措施,重新處理電機(jī)和變頻器的功率電纜屏蔽兩端接地,編碼器反饋電纜進(jìn)行可靠的單端接地,并增加加強(qiáng)隔離整形的接口轉(zhuǎn)換板;整改后,速度反饋跳變和系統(tǒng)掉張現(xiàn)象消失,達(dá)到令客戶滿意的控制效果。





四川省成都市西航港經(jīng)濟(jì)開發(fā)區(qū)空港二路1599號(hào)
電話:400-619-6968
傳真:028-85962488
郵箱:markd@dlhope.com
