



一、概述:
造紙機的多電機多分部傳動中,要求車速穩(wěn)定,紙幅不發(fā)生斷頭和許可的上漿濃度波動范圍內(nèi)保持定量偏差符合標準,一般容許在±1%-±10%范圍內(nèi)變動。造紙生產(chǎn)過程中,在網(wǎng)部和壓榨時,紙幅縱向伸長,橫向收縮;烘干時,縱向和橫向均收縮。各分部之間的速比,則根據(jù)紙幅在生產(chǎn)過程中按上述的變化規(guī)律進行調(diào)節(jié)。但是在生產(chǎn)過程中,要求速比保持穩(wěn)定,并及時地使前后各分部的車速自動地跟蹤變化,及時糾正偏差,速比的變化范圍不超過±3%。對于傳動點較多的造紙生產(chǎn)線,一方面需要控制的電機數(shù)量較多,另一方面電機的分布距離較遠,速度鏈在長距離的傳輸過程中的衰減和傳輸過程中容易受到干擾,使系統(tǒng)的可靠性和穩(wěn)定性降低,甚至嚴重時系統(tǒng)不能工作。采用PLC與變頻器構(gòu)成RS485通信控制網(wǎng)絡,具有信號傳輸距離遠、抗干擾能力強、成本低等優(yōu)點,特別適合造紙生產(chǎn)線的多電機控制系統(tǒng)。
二、電氣傳動系統(tǒng)的構(gòu)成:
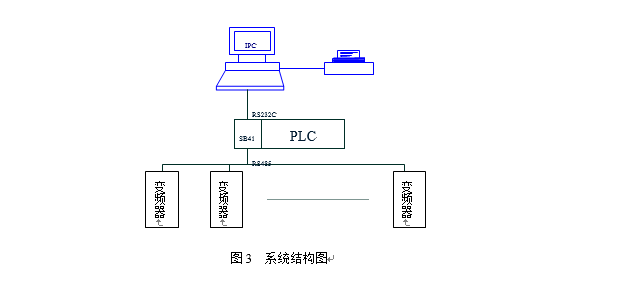
森蘭SB70G系列變頻器采用無速度傳感器矢量控制算法,具有較高的調(diào)速精度。變頻器的設定選擇有速度傳感器矢量控制方式,電機的穩(wěn)速精度≤±0.25%,對于車速在200m/min以下的低速紙機完全可以滿足要求。并且SB70G系列變頻器具有RS485串行通訊口,便于與PLC組網(wǎng)。PLC選用OMRON用于分散控制的緊湊型CQM1H。利用SB70G變頻器的RS485接口,與CQM1-SCB41串行通信模塊連接,通過與PLC之間的通訊來控制變頻器。為便于操作和監(jiān)控,通過CQM1H-SB41另一個RS232C接口與計算機(或HMI)相連,并在MCGS平臺下制作工藝流程圖,建立實時數(shù)據(jù)庫、歷史數(shù)據(jù)庫、實時曲線、歷史曲線等。這樣,可在計算機上直觀顯示紙機工藝流程圖、歷史數(shù)據(jù)、報警數(shù)據(jù)和各分部變頻器的運行參數(shù),便于現(xiàn)場人員對生產(chǎn)過程的監(jiān)控。還可以根據(jù)現(xiàn)場情況對一些工藝參數(shù)進行修改,如紙機各分部速度的微調(diào)等。
系統(tǒng)的結(jié)構(gòu)如圖3所示:
考慮到紙機的車速已達180m/min,現(xiàn)場運行時一般車速在200m/min左右,且紙幅的寬度較寬,對電氣傳動穩(wěn)速的精度要求也相應增高,因此,用E6B2-CWZ3E 600p/r脈沖編碼器構(gòu)成測速反饋。SB70G系列變頻器已有三相脈沖編碼器的接口,不需要再加PG卡,就可方便地構(gòu)成有脈沖編碼器的閉環(huán)反饋,穩(wěn)定各分部傳動點的車速,保證紙機運行的精度。
三、整機速度鏈、微調(diào)、爬行等
總車速用工控機設置,各分部傳動點的速度按一定的比例關系存入PLC中的程序控制;每分部均有速度微調(diào),微調(diào)范圍為最高車速的±10%;在任意狀態(tài)下,各分部可進行單機/聯(lián)動操作,實現(xiàn)單獨的運行/爬行、啟動/停止。
四、結(jié)束語
由于紙機的車速較低,各分部都未采用閉環(huán)速度控制,變頻器選用無速度傳感器矢量開環(huán)控制方式,實踐證明變頻器開環(huán)控制方式完全可以滿足生產(chǎn)工藝要求。另外,用RS-485串行通信后,速度鏈的控制信號為數(shù)字信號,較之于模擬信號有較強的抗干擾能力,轉(zhuǎn)速的控制精度已有明顯的提高,產(chǎn)品紙的質(zhì)量有了保證。





四川省成都市西航港經(jīng)濟開發(fā)區(qū)空港二路1599號
電話:400-619-6968
傳真:028-85962488
郵箱:markd@dlhope.com
